

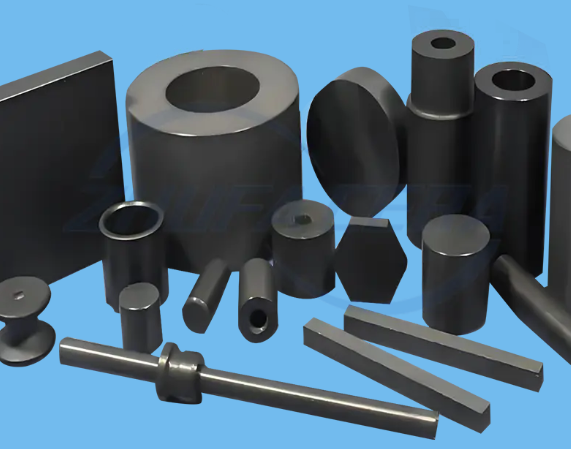
De zwarte keramische ring van siliciumcarbide is een hoogwaardig, technisch keramisch samenstel gemaakt van zeer zuiver siliciumcarbide door precisiegieten en sinteren bij hoge temperaturen. De vie...
Zie details
VOLG ONS:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Begrijp de geheimen van het gieten, sinteren en vormcontrole van zirkoniumoxide en siliciumnitride in één artikel
2026-05-21
1. Basisproces van industrieel keramisch productieproces
De productie van industriële keramiek (ook bekend als geavanceerde keramiek of technisch keramiek) is een rigoureus proces waarbij losse anorganische niet-metaalhoudende poeders worden omgezet in precisieonderdelen met hoge sterkte, slijtvastheid, hoge temperatuurbestendigheid of speciale elektrische eigenschappen. . Het standaard productieproces omvat gewoonlijk het volgende Vijf hoofdfasen.

- Poeder voorbereiding Meng nauwkeurig zeer zuivere grondstoffen. Om ervoor te zorgen dat het poeder bij het daaropvolgende vormen een goede vloeibaarheid en bindkracht heeft, is het noodzakelijk een geschikte hoeveelheid organisch bindmiddel, smeermiddel en dispergeermiddel toe te voegen. Na krachtig mengen en sproeidrogen in de kogelmolen wordt een gegranuleerd poeder met een uniforme deeltjesgrootteverdeling geproduceerd.
- Groene lichaamsvorming Afhankelijk van de geometrische vorm en de massaproductieschaal van het product wordt het gegranuleerde poeder met mechanische middelen in de mal geperst of geïnjecteerd. De belangrijkste vormmethoden zijn droogpersen en koud isostatisch persen ( CIP ), keramisch spuitgieten ( CIM ) en tapecasting.
- Groene verwerking en ontbinding Het gevormde groene lichaam bevat een grote hoeveelheid organische bindmiddelen. Vóór het formele sinteren moet het in een ontbindingsoven worden geplaatst en langzaam in de lucht worden verwarmd om pyrolyse of vervluchtiging (ontvetten) te veroorzaken. De hardheid van het groene lichaam na het ontbinden is laag en het is gemakkelijk om voorafgaande mechanische bewerkingen uit te voeren, zoals boren en snijden.
- Sinteren op hoge temperatuur Dit is een cruciale stap bij het bereiken van de uiteindelijke mechanische eigenschappen van het keramiek. Het ontbonden groene lichaam wordt in een sinteroven op hoge temperatuur geplaatst. Er vindt massaoverdracht en binding plaats tussen de korrels. De poriën worden geleidelijk afgevoerd. Het groene lichaam ondergaat een ernstige volumekrimp en bereikt uiteindelijk verdichting.
- Precisiebewerking en inspectie Omdat keramiek na het sinteren een extreem hoge hardheid heeft (meestal de tweede na diamant) en een bepaalde mate van sintervervorming heeft, moeten ze, als ze maattoleranties op micronniveau of oppervlakteruwheid op spiegelniveau willen bereiken, nauwkeurig worden verwerkt door middel van diamantslijpschijven en slijppasta's, en ten slotte uitgebreide kwaliteitsinspectie door middel van uiterst nauwkeurige instrumenten zoals driedimensionale coördinaten.
2. Vergelijking van proceskarakteristieken tussen zirkoniumoxide en siliciumnitride
Tot de moderne geavanceerde structurele keramiek behoren zirkoniumoxide en siliciumnitride Er zijn twee systemen vertegenwoordigd. De eerste is een typisch oxidekeramiek met uitstekende hoge taaiheid en esthetiek; siliciumnitride Het is een niet-oxide keramiek met een hoge covalente binding en uitstekende prestaties op het gebied van hardheid, thermische schokstabiliteit en extreem hoge temperaturen. Het volgende is een vergelijking van de belangrijkste productieprocesparameters van de twee.
| Procesdimensie | Zirkonia keramiek (ZrO₂) | siliciumnitride陶瓷 (Si₃N₄) |
| klassiek sintertemperatuur Graad | 1350°C - 1500°C Verdichting kan worden voltooid onder normale luchtdruk en de apparatuurkosten zijn laag. | 1700°C - 1850°C Stikstof onder hoge druk (1-10 MPa) moet worden geïntroduceerd voor sinteren onder luchtdruk om ontleding bij hoge temperatuur te voorkomen. |
| Controle van lijnkrimp | 20% - 22% (groot en stabiel) De poederpakkingsdichtheid is uniform en de berekening van de matrijsversterkingsfactor is uiterst regelmatig. | 15% - 18% (relatief klein maar zeer volatiel) De technologie voor groottecontrole wordt beïnvloed door de diffusie- en faseveranderingssnelheid van additieven in de vloeibare fase. |
| Faseveranderingen en volume-effecten | Er is sprake van faseveranderingsstress Bij afkoeling verandert de tetragonale fase in de monokliene fase met een volume-expansie van 3%-5%, en moeten stabilisatoren zoals yttriumoxide worden geïntroduceerd om scheuren te voorkomen. | Faseverandering modificatie Tijdens het sinteren transformeert de α-fase in de β-fase, waardoor een in elkaar grijpende kolomvormige, met kristallen verweven structuur wordt gevormd, die de taaiheid van de matrix aanzienlijk kan verbeteren. |
| Regulier gietproces | Droogpersen/koud isostatisch persen, keramisch spuitgieten (CIM) Het poeder heeft een hoge dichtheid, goede vloeibaarheid, gemakkelijke verdichting en massaproductie van speciale vormen. | Koud isostatisch persen (CIP), gieten De intrinsieke dichtheid van poeder is laag, donzig en moeilijk te compacteren, daarom wordt vaak multidirectionele hogedruk-CIP gebruikt. |
| ��Productietips voor industriële landingen: Het hart van de industriële keramiekproductie ligt erin Perfecte fit tussen ‘temperatuur-tijdcurve’ en ‘krimpcompensatie’. De moeilijkheid van zirkoniumoxide ligt vooral in de superharde slijpfase na het sinteren (hoog gereedschapsverlies en laag rendement); terwijl de kernbarrière van siliciumnitride ligt in het rigoureuze luchtdruk-/heet isostatisch pers-sinterproces bij ultrahoge temperatuur en de vertrouwelijke formule van sinterhulpmiddelen voor massaoverdracht in de covalente binding met een laag smeltpunt in de vloeistoffase. |
Gerelateerde producten
-
-
Zirconia Ceramic Rod is een hoogwaardige staaf van keramisch materiaal, voornamelijk gemaakt van zirkoniumoxide, met uitstekende mechanische sterkte en chemische stabiliteit. Het vertoont een extre...
Zie details -
Blauwe keramische platen van zirkonia zijn precisiecomponenten gemaakt van geavanceerd zirkonia-keramiek. Ze zijn gekleurd met kobalt, ijzer of koper om een blauwe kleur te vormen. Deze kleur die...
Zie details -

Deze blauwe keramische pin van zirkonia is gemaakt van geavanceerd keramisch zirkonia-materiaal en biedt uitstekende duurzaamheid en prestaties. Zirkonia-keramiek staat bekend om hun hoge sterkte, ...
Zie details -
Zirconia Ceramic Gear is gemaakt van keramisch materiaal van zirkoniumoxide, dat een uitstekende hoge sterkte en hoge hardheid heeft. Dankzij deze materiaaleigenschap is het effectief bestand tegen...
Zie details -
Zirconia Ceramic Guide Rail is een hoogwaardig mechanisch precisieonderdeel gemaakt van keramisch zirkoniumoxidemateriaal. De kerneigenschappen zijn afgeleid van de uitstekende fysische en chemisch...
Zie details -
Zirconia keramische lokalisatiepin is een uiterst nauwkeurig positioneringselement gemaakt van geavanceerd zirkoniumoxide keramisch materiaal met uitstekende fysische en chemische eigenschappen. De...
Zie details -
Zirconia Ceramic Ring is een hoogwaardig keramisch product dat bekend staat om zijn uitstekende fysische en chemische eigenschappen. Het heeft een extreem hoge hardheid en sterkte, met een Mohs-har...
Zie details -
Zirkonia-keramische platen zijn dankzij hun unieke eigenschappen op verschillende gebieden functionele kerncomponenten geworden. Met een buigsterkte van 900–1200 MPa en een breuktaaiheid van 6–10 M...
Zie details -
Zirconia Ceramic Strip is een stripmateriaal gemaakt van hoogwaardig zirkoniumoxide-keramiek met uitstekende fysische en chemische eigenschappen. Het heeft een extreem hoge hardheid en buigsterkte,...
Zie details -
Keramische zirkoniumwafels zijn representatieve producten op het gebied van hoogwaardige structurele keramiek. Vergeleken met traditionele aluminiumoxide-keramiek of metalen materialen zijn de uitg...
Zie details -

Zirconia Ceramic Plunger is een krachtig onderdeel dat is ontworpen voor zware industriële omgevingen. Vergeleken met soortgelijke keramische of metalen plunjerproducten onderscheidt het zich door ...
Zie details

-
Snelle koppelingen
Thuis Producten Over ons Diensten Technologie Nieuws Neem contact met ons op -
Producten
Keramische structurele onderdelen Zirkonia keramiek Aluminiumoxide keramiek ZTA Keramiek Siliciumnitride keramiek Siliciumcarbide keramiek Keramische spuitgegoten onderdelen -
Over ons
Rondleiding door de fabriek Eer Veelgestelde vragen -
Contactgegevens
+86-188 8878 5188zf@zfcera.comNr. 1, Xinggong Road, Anchang Industrial Park, Keqiao District, Shaoxing City, provincie Zhejiang, China -
WhatsAppen

Auteursrecht © Zhejiang Zhufa Precision Ceramics Technology Co., Ltd. Alle rechten voorbehouden.
Chinese fabrikant van precisiekeramiek
groothandel in precisiekeramiek
